

五轴加工机床的特征及选用
发布日期:2012-10-25 兰生客服中心 浏览:6964
无论是五面加工机床还是五轴联动加工机床,它们都是在X、Y、Z三个直线运动轴的基础上至少增加A、B、C三个回转运动轴中任两个回转轴,由此导出多样的五轴加工机床的布局方案。针对加工件的形状、尺寸、重量、要求精度、材料的机械性能和切削载荷等因素,可以确定适用的机床结构布局。
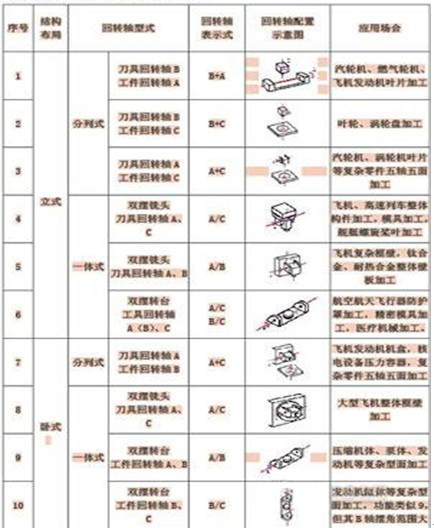
表1中列出基于立式加工中心和卧式加工中心三直线轴结构布局基础上配置不同的回转运动型式所得出的常见10种布局及其适用的应用场合。表中回转轴型式有两类:分列式表示刀具与工件分别有一个回转运动轴,而一体式则表示两个回转轴均配置给刀具或工件,即常称之双摆铣头或双摆转台。
表中序号6有A/C和B/C两种双摆转台虽然工作原理相同,但A/C转台有可左右支承刚性较大,但当台面向后转时,由于空间狭窄为防止干涉一般摆角较小,而B/C转台通常为单臂支承刚性较小,但摆角范围大,易观察,适宜小型零件的加工。
上一篇:卧式五轴加工中心
下一篇:五轴加工中心的回转轴结构
-
高速五轴加工中心在汽车模具制造中的应用
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。 三轴加工中心做深腔模具加
2014-10-15 -
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10

