

基于UGNX平台后处理程序的开发
发布日期:2012-10-25 兰生客服中心 浏览:6962
后置处理最重要的是将CAM软件生成的刀位轨迹转化为适合数控系统加工的NC程序,通过读取刀位文件,根据机床运动结构及控制指令格式,进行坐标运动变换和指令格式转换。通用后置处理程序是在标准的刀位轨迹以及通用的CNC系统的运动配置及控制指令的基础上进行处理。它包含机床坐标运动变换、非线性运动误差校验、进给速度校验、数控程序格式变换及数控程序输出等方面的内容。只有采用正确的后置处理系统才能将刀位轨迹输出为相应数控系统机床能正确进行加工的数控程序,因此编制正确的后置处理系统模板是数控编程与加工的前提条件之一。
后处理的主要内容包括三个方面的内容:
①数控系统控制指令的输出:主要包括机床种类及机床配置、机床的定位、插补、主轴、进给、暂停、冷却、刀具补偿、固定循环、程序头尾输出等方面的控制。
②格式转换:数据类型转换与圆整、字符串处理等:主要针对数控系统的输出格式如单位、输出地址字符等方面的控制。
③算法处理:主要针对多坐标加工时的坐标变换、跨象限处理、进给速度控制。
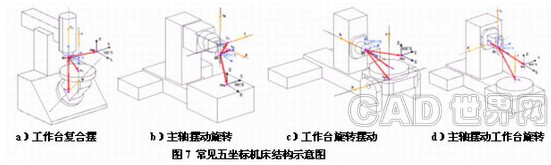
五轴数控机床的配置形式多样,典型配置有绕X轴和Y轴旋转的两个摆动工作台,其二为主轴绕X轴或Y轴摆动,另外的工作台则相应绕Y轴或X轴摆动来构造空间的五轴联动加工。对于主轴不摆动的五轴数控机床,其摆动轴存在主次依赖关系,即主摆动轴(PrimaryTable)的运动影响次摆动轴(SecondaryTable)的空间位置,而次摆动轴的运动则不影响主摆动轴的空间位置状态。
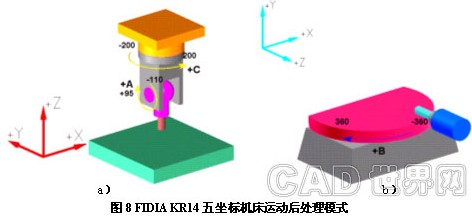
FIDIAKR214为带旋转工作台的六轴五联动高速铣削加工中心,其中C轴为主动轴、A轴为从动依附轴、旋转工作台为W轴;由于现有的CAM软件大多不支持六轴联动的数控程序后处理,且实际加工中,一般的五轴联动足够满足生成的需要。针对该机床加工的特性,根据需要可编制三个线性轴X、Y、Z、A、C五个轴联动后处理程序以及包括三个线性轴及A/W的五轴后处理程序。这两种后处理程序方案即可满足工程需求,修改适合KR214(或K211)数控机床的后处理程序。
-
高速五轴加工中心在汽车模具制造中的应用
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。 三轴加工中心做深腔模具加
2014-10-15 -
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10

