

在斜面加工中的五轴应用
发布日期:2012-10-25 兰生客服中心 浏览:6936
高性能的五轴数控铣加工中心,数控系统都具有空间坐标系旋转以及斜面刀具补偿功能,从而为一些需斜面加工且加工精度比较高的零件加工提供了可能。在斜面上加工时,由于坐标系在空间发生变化,加工程序编制困难,需突破常规的编程思维模式进行编程,而且对程序进行特别处理,本篇结合型号产品的实际加工来讨论此问题。
在型号产品的生产过程中经常会遇到此类零件,需在斜面上进行打孔、镗孔、铣削形状,或者在同一次装夹中需要在不同方向和不同斜度的若干斜面上加工,且每个斜面间有较高的形位公差要求。常规的加工此类零件的方法是扳动床头、转动工作台面或者使用组合夹具,若加工方向或者加工位置不同则需要二次装夹,重新找正,加工过程异常繁琐,由于装夹定位和机床本身的限制,无法保证零件的加工精度。如在T××的台体加工中,斜面上的孔系较多,且异形面不好装夹,定位基准不好,多次装夹造成误差积累,有时孔的边距误差超过了1mm。
为解决此种零件的加工问题,通过不断摸索和工艺方法的不断改进,并结合工厂现有机床,后选用五轴数控铣加工中心来解决此问题。所选机床为五轴五连动,除3个线性轴外,还带回转工作台(C轴:-360°~360°)和摆头(B轴:0°~110°)两个回转轴,采用控制系统为FANUC160i,具有空间坐标系旋转和斜面刀具补偿功能。
从实现斜面加工的角度来看,在一次装夹中可完成不同方向、不同角度的多个斜面的打孔、镗孔、攻丝、铣削等多种加工的需要。减少了装夹次数,降低了劳动强度,缩短了产品的生产周期,更重要的是提高了零件的加工精度,保证了产品质量的一致性。
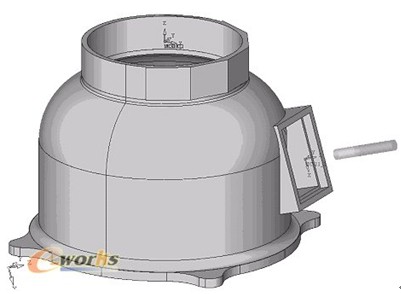
以长三系列某基座类零件的窗口加工为例,零件如下图所示:要加工此窗口,可以看出,机床应该完成一个在XZ、YZ平面上2轴联动的插补和一个主轴的摆头动作。因为要使刀具和加工面垂直,必须使主轴完成一个摆头动作,有摆头,就牵扯到摆长等一系列的多轴加工问题。因此要使用多轴程序的编制手段来完成,编程和机床调试难度大,给程序编制者和机床操作者提出了更高的要求,在实际应用中,考虑到保证机床安全等方面的因素,需模拟加工过程,多次空切,确保程序无误,才能进行正式加工。此外,多轴的程序算法相当复杂,需考虑摆长等因素的影响,针对某一机床必须有特定的后处理,但后处理往往因为算法和控制位置的不同,以及计算稳定性方面的影响,经过软件后处理所得的程序在控制精度方面常常难以满足零件图纸精度的要求。
分析可看出,造成编程难度增加的直接原因是斜面的出现,因此,如果可以使加工平面与斜面重合,那么此类问题就转化为一个两轴半加工的编程问题,编程难度大大降低。因此,可以想到,首先使用机床的坐标系转换功能(G68指令)来使加工平面与斜面重合,第二使用刀具长度补偿指令(G432),在斜面的垂直方向加上刀长,经过以上处理后,使斜面加工问题转化为平面加工来解决,从而编程难度大大降低。若同时需要加工多个斜面时,只需转动C轴到C0(工作台的零位,该零位方向与主轴摆动方向相同),再通过旋转坐标系和加刀长来实现加工。如果加工形状比较简单,通过手工便可以完成编程工作。从而使得在数控机床一次装夹中,实现在多个斜面、多个工位、多次换刀的加工变成可能。
程序结构如下:
%
N0100O0008(程序名)
N0102M6T1;(换刀)
N0104G0G90G56X400Y200Z260B0C0;(运动到参考点)
N0106G432X200Z150H1Bω;(在垂直于斜面的方向加刀长)
N0108M3S3000;(主轴正转)
N0110M8;(打开切削液)
N0112G68X188Y0Z60I0J1K0Rω;(坐标系转换,ω为主轴从零转到与斜面垂直时所转动过得角度)
……
N0200G69;(坐标系旋转取消)
N0202G492X200Z300;(斜面刀具补偿取消,运动到安全位置)
N0204M9;(切削液关)
N0206Cα;(C轴旋转,α为所要加工的第n个斜面的垂线与C0位置所夹的最小角度)
N0208G0G90G56X400Y200Z260B0C0;(运动到参考点)
N0210G432X200Z150H1Bωn;(在垂直于斜面的方向加刀长)
N0212G68X188Y0Z60I0J1K0Rωn;(坐标系转换,ωn为主轴从零转到与斜面垂直时所转动过得角度)
……
N0200G69;(坐标系旋转取消)
N0202G492X200Z300;(斜面刀具补偿取消,运动到安全位置)
N0204M9;(切削液关)
N0204M30;(程序结束,返回到程序头)
虽然在上述讨论中实现了斜面加工,但是仅限于在斜面上打孔、镗孔、攻丝、铣削由直线和圆弧构成的简单形状,局限于手工编程。如果铣削形状比较复杂,如在斜面上铣削方程曲线,三维曲面、刻字,又该如何去编制程序?
类似的这些形状即使在平面上加工时,手工编程也是无法做到的,只有通过CAM软件来完成。通过对机床和CAM软件的仔细研究,摸索出一套软件编程结合手工编程的办法来完成此类零件的加工编程的有效途径。
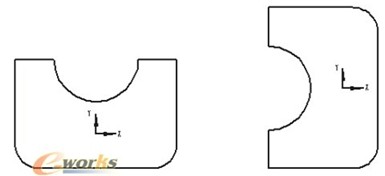
分析可知,在普通的三轴铣编程中,刀轴方向始终与XOY平面垂直,但是当主轴偏离原来的竖直方向时,刀具平面发生倾斜时,如何才能使在XOY平面上生成的程序在斜面上正确运行。分析可知,尽管坐标系发生了旋转,但是如果使在XOY平面上所做图形(a)在原坐标系中的相对位置与斜面上要加工的形状(b)和新坐标系中的相对位置保持一致,那么在XOY平面上所生成的程序可直接应用到斜面加工中。根据机床摆头动作对图形位置的影响,分析可知,在XOY平面上作图时,应使图形以编程原点为旋转中心逆时针旋转90°(旋转角度应根据机床等具体情况来定),这样就使在CAM软件中的图形位置与实际加工的位置保持一致。通过添加和修改程序头和程序尾,即增加坐标系转换和斜面刀具补偿,就使得软件编程和手工编程结合起来,从而实现了在斜面上铣削方程曲线,三维曲面、刻字等任意复杂形状的加工。
通过在实际加工验证,证实该方法在机床功能及行程的许可范围内应用该种方法编程可实现任意斜面上任意复杂形状的加工编程。
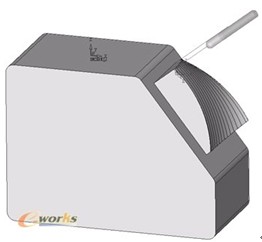
下图为在52°的斜面上加工三维曲面的加工实例:
-
高速五轴加工中心在汽车模具制造中的应用
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。 三轴加工中心做深腔模具加
2014-10-15 -
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10

