

杆料的五轴铣削加工
发布日期:2012-10-25 兰生客服中心 浏览:6980
在加工中心机床上使用多把刀具可以对复杂工件的五个面或六个面进行全部加工。其传动效率明显高于带有附加驱动刀具的车床,用杆料加工很小批量工件时也具有经济效益。
长期以来狩猎枪或运动枪支是用传统的手工方式生产的。该产品的特点是质量和精度要求高,每枝枪都有各自的特性,因此必然形成小批量生产的特点。前几年,枪机零件按年批量生产,现在每次定货量一般为100~500件。由于要求新产品的开发周期越来越短,同时为降低成本需减少库存量,因此要求今后的生产批量为30~200件。
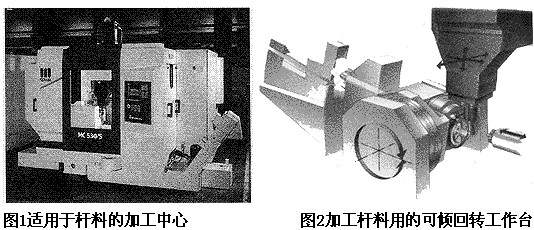
图1适用于杆料的加工中心图2加工杆料用的可倾回转工作台
为了使加工合理化,原本可选用圆周输送的多工位自动机床或多轴自动车床,但由于生产批量小,前者因更换工装的成本高,后者由于要掌握新的加工技巧而皆被排除在外。
理想的方案是选用Stama机械厂生产的MC530/SM型加工中心(见图1)。该机床主轴功率为21kW(70N•m),转速为36~9000r/min。主轴可自动换刀,可装入直径达88mm、长度达250mm、重量达12kg的刀具(切削至切削时间为3.5s)。其X、Y、Z坐标的工作范围为800mm×400mm×350mm,加上可倾斜回转工作台的A和B轴(见图2),分辨率为0.001°,可实现五面体加工。坐标皆由CNC控制,具有插补功能。通过可倾斜回转工作台,可穿过800mm长的杆料(直径或对角尺寸为20~60mm)。在回转工作台的左边,配备有杆料(棒料和异型杆)的上料站。手动装料后,料自动移动直至碰上主轴上安装的固定挡块为止,然后由弹簧夹头将它夹紧固定。还可配有杆材料库。它与上料站相连接,使机床可长时间自动加工。可在机床工作台上安装可翻转的搬料机械手以实现六面加工。需要时长工件可由对面安装的尾架支撑和夹紧。机床配有自动换刀刀库,主轴箱直接从刀库抓取刀具(没有其它换刀机构)。可在St60钢材上钻Ø40mm的孔,加工出M27螺纹,铣削量为350cm3/min(铣铝材料时为600cm3/min)。已调好的刀具在机床上通过激光测量装置(BlumNovotest公司的)确定长度,以便进行磨损检测。机床辅助时间短,快速进给速度可达40m/min。定位精度公差达P14,定位分散度Ps=10µm。应用专门程序对机床进行热补偿。
该加工中心可将40mm×15mm的杆料直接加工成完整的撞针。其首次加工方案是编制一个用20把刀、38个工步的加工程序。在加工结束后用盘铣刀(100mm,125m/min)将工件初步切开,留下几毫米余量,最后用针状刀(Ø6mm,4800r/min)将工件分离(这样可避免已加工好的工件在无控制的情况下折断和摔掉)。
按照该工艺,每个工件的切削时间th=5.62min,辅助时间(机床调整时间等)共3.05min,x,y定位时间为0.49min。这样,加工每个工件总时间为9.16min,即机床效率(在80%负荷下)为5件/h。在两班制时每工作日为84件。
上一篇:在斜面加工中的五轴应用
下一篇:五轴加工蜗轮增压器
-
高速五轴加工中心在汽车模具制造中的应用
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。 三轴加工中心做深腔模具加
2014-10-15 -
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10

