

标准内螺纹铣削加工
发布日期:2012-10-29 兰生客服中心 浏览:6381
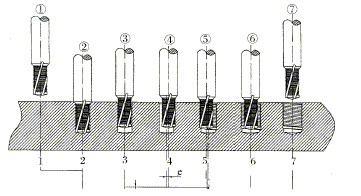
图1所示为M6标准内螺纹的铣削加工实例。工件材料:铝合金;刀具:硬质合金螺纹钻铣刀;螺纹深度:10mm;铣刀转速:2,000r/min;切削速度:314m/min;钻削进给量:0.25mm/min;铣削进给量:0.06mm/齿;加工时间:每孔1.8s。
图1所示加工工位流程为:
①位,螺纹钻铣刀快速运行至工件安全平面;
②位,螺纹钻铣刀钻削至孔深尺寸;
③位,螺纹钻铣刀快速提升到螺纹深度尺寸;
④位,螺纹钻铣刀以圆弧切入螺纹起始点;
⑤位,螺纹钻铣刀绕螺纹轴线作X、Y方向插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向上升一个螺距,三轴联动运行轨迹为一螺旋线;
⑥位,螺纹钻铣刀以圆弧从起始点(也是结束点)退刀;
⑦位,螺纹钻铣刀快速退至工件安全平面,准备加工下一孔。该加工过程包括了钻孔、倒角、内螺纹铣削和螺纹清根槽铣削,采用一把刀具一次完成,加工效率极高。
上一篇:螺纹底孔通孔铣削加工
下一篇:钼合金零件的螺纹车削加工
-
内螺纹和外螺纹的铣削加工
以加工M30×1.5的内螺纹和M27×3的外螺纹为例,如零件图1,图2所示。 一、加工准备 根据通用工艺方法,确定内外螺纹的铣削方法,并根据加工方法准备工量具,编制程序。 二、刀具清单 序号 刀具编号
2012-10-29 -
钼合金零件的螺纹车削加工
钼合金的强度、硬度均较高,韧性差,性脆易折断,可加工性差,但因其具有熔点高、密度低和热胀系数小的特性,常用于制造航空和航天的各种高温部件。两种钼合金零件分别为钼螺钉和钼螺栓,如附图所示。毛坯来料为热轧Ф16mm钼合金钢棒,加工中发现该材料密
2012-10-29 -
螺纹底孔通孔铣削加工
如图1所示的零件图中,要加工螺纹M36×1.5mm的底孔通孔。 图1零件图 首先,计算螺纹M36×1.5mm的底孔直径为:公称直径-1.0825×P(螺距)=36-1.0825×1.5=33.75mm。确认该零件的加工毛坯为80mm
2012-10-29 -
丝锥和铰杠
丝锥的结构如图1所示。工作部分是一段开槽的外螺纹。丝锥的工作部分包括切削部分和校准部分。 图1丝锥 手用丝锥一般由两支组成一套,分为头锥和二锥。两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。头锥较长,锥角较小,约有
2012-10-29

