

钼合金零件的螺纹车削加工
发布日期:2012-10-29 兰生客服中心 浏览:7163
钼合金的强度、硬度均较高,韧性差,性脆易折断,可加工性差,但因其具有熔点高、密度低和热胀系数小的特性,常用于制造航空和航天的各种高温部件。两种钼合金零件分别为钼螺钉和钼螺栓,如附图所示。毛坯来料为热轧Ф16mm钼合金钢棒,加工中发现该材料密度低,表皮硬度非常高,应为退火残余硬度。表层以内硬度仍然很高,韧性差,导热慢。使用普通高速钢或硬质合金刀具加工非常困难。首先,刀具前、后刀面及刀尖磨损很快,加注切削液,使用常态下不同切削用量多次试验,均无法获得满意效果,一般外圆刀片加工不过4件就需更换;其次,零件在刀具稍有磨损时即出现掉渣缺陷,平端面、切断及车螺纹时均出现掉渣现象。外圆加工及端面加工在精车刀保持锋利情况下可基本满足图样要求,但螺纹加工掉渣始终无法避免。
在实际加工中M6螺纹车制效果较差,加工中常发生螺纹段从收尾处折断现象,无法避免。只有采用板牙加工。M12则采用数控车高速双刀车螺纹,效果非常理想。
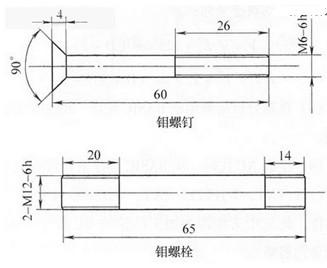
由于两种零件均较长,因此实际加工中,一般把车螺纹工步放在车外圆→切断→平总长加工完最后进行。由于工艺文件中M6螺钉、M12螺栓均不允许留有中心孔,因此卧式车床加工中最后还需把中心孔平掉。数车加工中采用分段加工的办法,不钻一中心孔。分段加工Ф12mm外圆(M12大端直径)→切断;分段加工Ф6mm外圆(M6大端直径)→车锥而→切断。程序较为简单,在此略去。需注意的是Ф6mm外圆尺寸加工至Ф5.85~Ф5.93mm时,明显有利于套制螺纹。外圆大于Ф5.93mm则套制余量大,易发生螺纹掉渣、缺螺纹等牙型不完整现象。外圆小于Ф5.85mm则套丝时挤压变形量有限,如机床尺寸发生波动,易使M6螺纹大端尺寸接近极限或超差。另外切断时,总长留量需大于1.5mm以上。以防切断刀变钝或排屑不畅挤压,使零件根部锥面(螺钉)掉渣,在平完端面后也无法修复。亦即平完端面后零件仍有掉渣缺陷。
加工这两种零件外圆及总长时,普通硬质合金刀具的材料牌号选用YG6或YG8,磨制角度可参照不锈钢半精加工刀具角度磨制,如有条件采用机夹刀加工、使用涂层刀具效果较好。涂层刀具一般分为物理气相沉积(PVD)和化学气相沉积(CVD)。与传统硬质合金刀具相比,涂层刀具强度、硬度、耐磨性有很大提高。对硬度55HRC以下材料可实行高速切削,在对该两种零件外圆加工时(PVD)或(CVD)均可,使用(CVD)刀片略好。
切削用量:转速600~900r/min。背吃刀量0.3~0.6mm。进给量0.2~0.3mm/r。由于产生的切削热很大,加工时使用以冷却为主的水溶性切削液。
加工完外形及总长尺寸后,即要开始加工螺纹,在加工M6-6h螺纹时,卡盘定心须准确。尽量不要使用板牙架,用套丝器加工较好,因材料硬、脆。板牙架夹持板牙的中心线与工件中心线稍有偏移,零件就极易折断或掉渣。套丝器则可适当补偿二者中心线的偏差,套丝时采用以润滑为主的切削油工业用豆油。
在加工M12-6h螺纹时,由于套丝加工时扭矩大,不易夹紧,导致工件打转。更严重的是,由于材料的特殊性,螺纹会产生严重掉渣缺陷,牙型不完整。使用板牙无法加工出合格的产品。在卧式车床上使用螺纹刀车螺纹,采用高速钢(W18Cr4V)刀具切削,使用低速(50r/min)加工,很快达到刀具磨损极限,切削效果也非常不理想。而在数车上采用硬质合金YG8,YG6,YW1等焊接刀具及涂层刀具PVD,CVD使用1200r/min以下各转速试验,效果也均不理想。
针对实验结果及材料特性,决定使用国际上新的加工理论——高速、快走、小吃刀切削法试验。针对材料特性及刀具磨损情况,车螺纹采用难度较大的高速(2100r/min),双刀分粗、精车法加工。经过对螺纹加工指令格式的比较,首先淘汰了G34(变螺距螺纹指令)和G32(单一螺纹切削指令,进退刀须另外指定,太繁琐),决定使用G92和G76编程分别试验。加工程序如下:
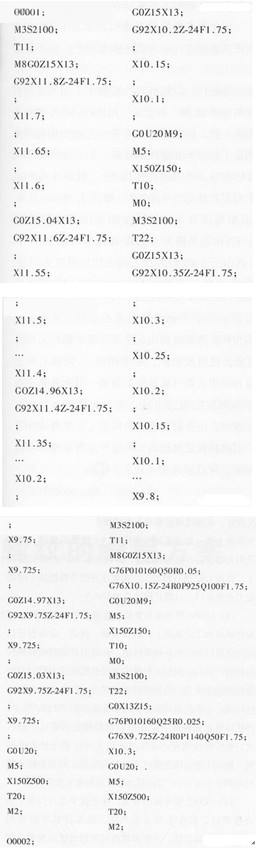
加工中,粗加工1号螺纹刀使用以冷却为目的的水溶性切削液;精加工2号螺纹刀工作时使用以润滑为目的的工业用豆油,用毛刷蘸抹。
上一篇:标准内螺纹铣削加工
下一篇:内螺纹和外螺纹的铣削加工
-
内螺纹和外螺纹的铣削加工
以加工M30×1.5的内螺纹和M27×3的外螺纹为例,如零件图1,图2所示。 一、加工准备 根据通用工艺方法,确定内外螺纹的铣削方法,并根据加工方法准备工量具,编制程序。 二、刀具清单 序号 刀具编号
2012-10-29 -
标准内螺纹铣削加工
图1所示为M6标准内螺纹的铣削加工实例。工件材料:铝合金;刀具:硬质合金螺纹钻铣刀;螺纹深度:10mm;铣刀转速:2,000r/min;切削速度:314m/min;钻削进给量:0.25mm/min;铣削进给量:0.06mm/齿;加工时间
2012-10-29 -
螺纹底孔通孔铣削加工
如图1所示的零件图中,要加工螺纹M36×1.5mm的底孔通孔。 图1零件图 首先,计算螺纹M36×1.5mm的底孔直径为:公称直径-1.0825×P(螺距)=36-1.0825×1.5=33.75mm。确认该零件的加工毛坯为80mm
2012-10-29 -
丝锥和铰杠
丝锥的结构如图1所示。工作部分是一段开槽的外螺纹。丝锥的工作部分包括切削部分和校准部分。 图1丝锥 手用丝锥一般由两支组成一套,分为头锥和二锥。两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。头锥较长,锥角较小,约有
2012-10-29

