

机翼型叶片的五坐标联动铣削加工
发布日期:2013-09-05 兰生客服中心 浏览:6765
机翼型叶片,截面呈机翼型,空间呈三维扭曲造型,在轴流式透平压缩机中有广泛的应用,其加工制造已普遍采用五坐标联动数控机床来完成。
一、加工方式概述
五坐标加工中心对叶片及叶根的加工,通常采用如图1所示的方式进行。叶片毛坯装夹在回转工作台A轴上作360°的旋转,主轴铣头则在C轴方向摆动。实际加工过程中,气动顶尖对其顶部进行顶紧。叶片的加工可分粗加工、半精加工和精加工三步来完成。叶片的精加工的最佳方式是由五轴联动,以高速螺旋式切削法来完成,这种加工方式的效率最高,加工出的叶型也最理想。
叶片型面部分通常用面铣刀加工,面铣刀切削效率较高,但面铣刀在C轴方向不能有固定摆角,加工至叶根部分时,为避免干涉,靠近叶根部分的叶型通常用球头铣刀加工,在C轴方向偏转一固定角度,以避开刀具与叶根的干涉。在C轴方向的这个偏转角度太小无法避免干涉,太大则有可能在另一面的叶型处产生干涉现象。对于扭曲度较大的动叶片,这一点尤其重要。
二、数据准备
透平机械中的轴流压缩机和TRT轴流式能量回收膨胀叶片的叶型,设计图样对型面的表述,通常是几个截面的叶型数据,可能是空间点阵,也可能是多段圆弧线。须对数据进行前期处理,主要工作内容是光顺、旋转、平移,使设计坐标系与机床坐标系统一起来,即设计基准与加工基准的统一。采用高速螺旋式切削法加工叶片,对叶片的型面曲线光滑连续性设计要求很高。叶片型面(背弧面、内弧面、进出气边圆角)不得有尖点、折点、节点,否则在高速切削状态下,刀具极易在瞬间产生较大振动,造成设备事故。叶型不光顺的另外一种情况是在造型过程中,虽然每个截面的型线是光滑连续的函数曲线,但沿轴形成三维造型时,型面不光顺,中间有“波浪”状起伏,这种情况通常要经过对各截面基准的调整来修正。
对同一截面内数据无法形成光顺的样条曲线的情况,必须对原始数据进行修改。具体方法是在截面曲线上,取n个点,曲率大的地方取点密,曲率小的地方取点疏,分别作这些点的法线,如图2和图3所示。图3的光滑连续曲线各点法线方向变化平缓,图2为较差的原始数据形成的截面曲线,其不同节点的法线方向变化剧烈,截面曲线显然是不光滑的,如果以这样的截面曲线生成三维空间造型,叶片型面凹凸不平,加工中不能实现。

图1 对叶片、叶根的加工方式 图2 原始数据形成的截面曲线 图3 修改数据后的截面曲线
三、数学建模
机翼型叶片各截面数据列表表述,沿机翼周向各截面均匀布点给出,轴向沿直素母线对应给出。
基于上述情况,叶片造型第一步是在二维平面内进行,每一个截面都在平面内形成一条封闭的曲线,每条曲线在叶片长度方向都有一个固定的位置。按照固定的位置将各个截面先旋转,然后平移。叶片的叶型一般来说有两种形式,一是由样条曲线组成,进气边和出气边分别有两段圆弧过渡;二是由多段圆弧组成的一条封闭曲线。在造型时必须注意以下几点。
1、叶型的截面曲线必须光滑连续封闭
对于叶型曲线不封闭的情况,譬如进出气边的圆弧与内背弧曲线不相切,就要改变圆弧圆心的位置,或是改变圆弧圆心的半径,或是对内背弧曲线的端点作相应的调整要保证叶片弦长不变。为保证弦长不变,可作一条与弦长相切,且与已知进气边(或出气边)圆弧相切的直线,然后分别作两条过内背弧曲线端点,且与内背弧曲线相切的直线,这样就形成三条直线,作一与这三条直线相切的圆,这个圆即与内背弧相切,起光滑过渡作用,同时也保证了弦长不变。
2、刀具过切的计算
避免刀具过切的方法有两种,即改变刀具直径或改变切削角度。曲率较大的叶片型面,过切情况比较容易发生,对于凸型曲面加工时,刀簇沿型面法矢切削时,过切现象不易发生;对于凹型曲面用刀簇仍沿型面法矢切削,会受曲率半径的影响产生过切,这时避免刀具过切应优选改变刀具半径的方法。在造型的同时计算刀具直径和切削角度,可以大大提高编程效率。如图5所示,其方法是,在已经造型好的封闭的叶片截面曲线上,均匀地取n个点,然后在第一个点上,定义一把假想的刀具和一个假想的切削角度,以递次循环的方式使刀具按确定的切削角度依次通过截面上的每一个点,同时观察是否有过切现象,如果有,则修改刀具直径和切削角度。由于这时观察到的切削情况是在二维空间中,只是针对某一个截面,并不能反映出实际的三维加工情况,因此还需作进一步技术上的处理,即将相邻两个叶片截面投影在同一个平面内,如果截面距大于刀具直径,在投影图上,刀具与相邻两个叶片截面也不产生过切,那么就可以认为假想中的刀具直径和切削角度是合适的。为了提高切削效率,在不产生过切的情况下,尽可能采用大直径的刀具。
3、坐标系的建立
任何一个零部件在数控机床上加工,都要建立一个三维坐标系。实际加工中,合理地建立坐标系可以简化编程,方便对刀。通常要保证设计基准与加工基准相统一,在加工中心上尽可能将X坐标系建立在叶片轴线上,即X轴与叶片轴心重合,这样就等于确定了Y轴和Z轴的原点。对于转子动叶片来说,叶片叶型与叶根有一段光滑连接的部分,叫做过渡弧。过渡弧位于叶根的部分通常是一个圆柱面或是球面,可将X轴的原点确定在上述圆柱或是圆球的球心上。对于转子的静叶来说,过渡弧位于叶根的部分可能是圆柱面或是球面,也可能是斜面。如果是圆柱面或是球面,X轴原点的确定方法与动叶相同;如果是斜面,X轴原点的确定方法可根据对刀情况确定。
4、叶型的延伸和截取
在通常情况下,机翼型叶片的设计图中,只给出几个截面的列表曲线数据,而实际的叶型有可能比给定的截面确定的叶型长,也有可能比它短。如果是第一种情况,就要对叶型进行延伸,如果是第二种情况,就要对叶型截取。相对来说,对叶型的截取要好处理一些,只需用一个平面或复合曲面在特定的位置截取叶型,获得一个新的截面,采用新截面的数据便可形成所需的叶型实体。对叶型延伸时,还需对叶型作一次光顺处理,上述做法线方法的光顺仅为平面曲线,叶型延长以后为空间曲线,即分别对其在两个或三个坐标平面内的投影曲线进行光顺。实际上一般只需要将空间曲线投影到两个平面上,对得到的两条平面曲线分别光顺后,再合成空间曲线(即将三维作为二维处理)。实践证明,一般情况下,一条空间曲线在各坐标平面内的投影曲线是光顺的,该空间曲线也是光顺的。
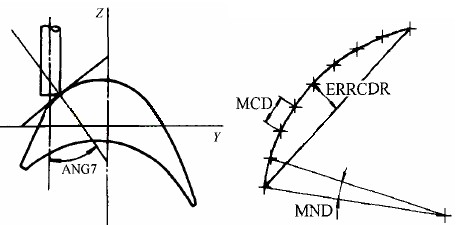
图5 刀具过切计算 图6 调整拟合曲线的参数
四、切削参数的确定
1、拟合曲线的参数
刀具加工叶片型面时,需要将三个直线轴和两个旋转轴的运动合成,以实现所需轮廓的运动轨迹。在实际计算过程中可适当调整如图6所示的三个参数,来满足叶片的技术条件。MND是用以确定控制叶型误差的角度,每个截面叶型曲线都可分为无数个小段,每一小段内都可认为其曲率是相同的,MND的数值大小直接决定插补时相邻两点的疏密,MND的数值越小,相邻两点之间越密,加工出的叶型精度越高。MCD是控制相邻两点间的直线距离,ERRCDR是控制相邻两点之间的弦高差,与MND的数值一样,不同的MCD和ERRCDR值确定不同的疏密。
切削参数中,由于空间曲面一般都采用行切法加工,故都必须计算或确定行距与步长。
行距S
行距S的大小直接关系到加工后曲面上残留沟纹高度的大小,大了则表面粗糙度大,但S选得太小,虽然能提高加工精度,减小钳修困难,但程序冗长,占机加工时间成倍增加,效率降低。因此,行距S的选择应力求做到恰到好处。
切削角度
用面铣刀加工叶型时,面铣刀的底面与叶片型面切削点的切线方向之间的夹角的选取非常重要,如有不当,极易产生过切现象。确定切削角度在实际生产中通常采用作图法。具体方法是用绘图法作出如图5所示的叶片某一截面的轮廓图,然后在截面上均匀地取n个点,以其中的某一个点为假想切削点,同时根据经验,确定一个任意的切削角度,并作出刀具截面图,然后用循环语句使刀具依此走过n 个点,同时观察是否有过切现象,如果有,调整切削角度,并重复上述工作,直至无过切时为止。
主轴转速、进给量及切削深度
具体采用多大的主轴转速、进给量和切削深度,要视叶片材料、刀具直径、加工方式等情况综合考虑。五坐标叶片加工中心通常采用高速切削。
五、刀具轨迹模拟
计算机模拟加工仿真显示,还可以提示过切及残留情况;同时将机床实体的参数进行程序化处理后,还可显示机床刀具夹具的实际加工状态,检查干涉情况,避免发生意外。
六、叶根的加工
叶根的加工是叶片加工的一个重要组成部分,在这之前,通常叶根是在叶根铣床上,用成形刀具进行加工的。既然叶型的加工可以通过一次装夹,完成从粗加工到半精加工再到精加工的全部过程,而且整个加工过程全部都由数控程序保证,那么叶根的加工也完全可以采用这种方式。大型TRT叶根的结构通常为图9所示。
图9 大型TRT叶根结构
叶根的加工和叶型的加工一样,通常也分为粗加工半精加工和精加工三部分。为了提高效率,粗加工通常采用较大直径的模具铣刀加工,仅给叶根齿型留0.2mm的余量。半精加工的主要目的除了清根以外,还需保证精加工的余量要均匀,根据掌握的现有资料,为精加工留0.1mm余量。精加工是最关键的加工工序,为提高效率和保证表面粗糙度,其切削参数的确定非常重要。为了减小表面粗糙度值,精加工通常采用单向加工,单向加工虽说增加了刀具的空行程,延长了加工时间,但单向加工所取得的加工质量是有保证的。
上一篇:大叶片加工难点及对策
下一篇:叶片的五轴加工过程
-
高速五轴加工中心在汽车模具制造中的应用
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。 三轴加工中心做深腔模具加
2014-10-15 -
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10

