

影响切削表面粗糙度的因素
发布日期:2015-09-18 兰生客服中心 浏览:6421
(1)切削刃的粗糙度的影响
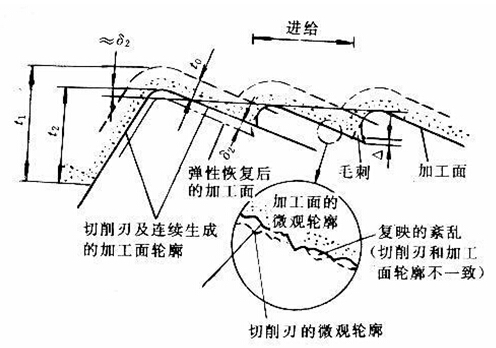
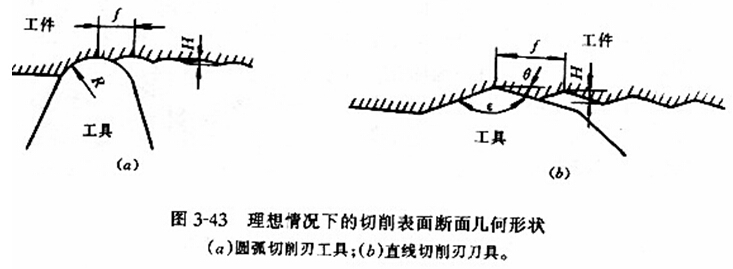
(2)切削刃的复映性的影响
(3)鳞刺与加工变质层的影响
上一篇:金刚石刀具的几何形状和结构
下一篇:超精密切削时的刀具磨损和寿命
更多相关信息
-
超精密切削加工发展及趋势
超精密切削加工发展:20世纪60年代发展起来的新技术,在国防和尖端技术领域具有重要地位。面向21世纪的超精密加工技术的发展趋势体现在以下几个方面: 1、精密化 精密加工的核心主要体现在对尺寸精度、仿形精度、表面质量的要求。当前精密电火花加工
2015-09-18 -
超精密切削时的刀具磨损和寿命
用天然单晶金刚石刀具对有色金属进行超精密切削,如切削条件正常,刀具无意外损伤,刀具磨损甚慢,刀具耐用度极高。 天然单晶金刚石刀具用于超精密切削,破损或磨损而不能继续使用的标志为加工表面粗糙度超过规定值。 金刚石刀具的寿命平时以其切削路径的长
2015-09-18 -
金刚石刀具的几何形状和结构
金刚石刀具是超精密切削的理想刀具,在其它加工条件具备时,金刚石刀具的刀尖几何形状和切削刃的锋利度对超精密加工有很大影响。正确地选择刀尖部分几何形状和切削刃钝圆半径是获得高质量加工表面的有力保证。 (1)金刚石刀具切削刃几何形状 ●
2015-09-18 -
金刚石刀具对超精密切削的适应性
(1)金刚石刀具的性能特点: 硬度极高。自然界最硬的材料,比硬质合金的硬度高5~6倍。 摩擦系数低。除黑色金属外,与其它物质的亲和力小。 能磨出极锋锐的刀刃。最小刃口半径1~5nm。 =
2015-09-18

