

五轴联动机床的优点
发布日期:2012-10-23 兰生客服中心 浏览:9620
所谓五轴加工这里是指在一台机床上至少有五个坐标轴(三个直线坐标和两个旋转坐标),而且可在计算机数控(CNC)系统的控制下同时协调运动进行加工。这样的五轴联动数控加工与一般的三轴联动数控加工相比,主要有以下优点:
一、可以加工一般三轴数控机床所不能加工或很难一次装夹完成加工的连续、平滑的自由曲面。如航空发动机和汽轮机的叶片,舰艇用的螺旋推进器,以及许许多多具有特殊曲面和复杂型腔、孔位的壳体和模具等,如用普通三轴数控机床加工,由于其刀具相对于工件的位姿角在加工过程中不能变,加工某些复杂自由曲面时,就有可能产生干涉或欠加工(即加工不到)。而用五轴联动的机床加工时,则由于刀具/工件的位姿角在加工过程中随时可调整,就可以避免刀具工件的干涉并能一次装夹完成全部加工;
二、可以提高空间自由曲面的加工精度、质量和效率。例如,三轴机床加工复杂曲面时,多采用球头铣刀,球头铣刀是以点接触成形,切削效率低,而且刀具/工件位姿角在加工过程中不能调,一般就很难保证用球头铣刀上的最佳切削点(即球头上线速度最高点)进行切削,而且有可能出现切削点落在球头刀上线速度等于零的旋转中心线上的情况,如图1中所示的刀位a处。这时不仅切削效率极低,加工表面质量严重恶化,而且往往需要采用手动修补,因此也就可能丧失精度。如采用五轴机床加工,由于刀具/工件位姿角随时可调,则不仅可以避免这种情况的发生,而且还可以时时充分利用刀具的最佳切削点来进行切削,或用线接触成形的螺旋立铣刀来代替点接触成形的球头铣刀,甚至还可以通过进一步优化刀具/工件的位姿角来进行铣削,从而获得更高的切削速度、切削线宽,即获得更高的切削效率和更好的加工表面质量,图3所示便是以不变位姿角和以优化位姿角铣削相同自由曲面的效果比较的一例。不难看出采用不变位姿角(Sturz法)铣削叶片的表面粗糙度要比采用优化位姿角(P铣削法—Starrag公司的专利)铣削叶片的表面粗糙度低一级,而所用的时间,前者还比後者多30%~130%;
表面质量等级平均Ra值
N8 1.6-3.2μm
N7 0.8-1.6μm
N6 0.4-0.8μm
N5 0.2-0.4μm
三、符合于工件一次装夹便可完成全部或大部分加工的机床发展方向。因为随着科技的发展和人们物质生活水平的提高,人们对产品的性能、质量要求也更高,形式更多样化和个性化。为了进一步提高产品的性能和质量,充分满足使用者的多方要求,如节能、省材、轻便、美观、舒适等,现代产品,不仅是航空、航天产品和运载工具(如汽车、船、舰等),而且也包括精密仪器、仪表,医疗、运动器械,以及家用、办公用的电器和儿童玩具等产品的零件,都愈来愈多地采用由整体材料镂铣而成,而且其上还包含有许多各种各样的复杂曲面和斜孔、斜面等。这些零件,如用传统机床或三轴数控机床来加工,必须用多台机床,经过多次定位安装才能完成。这样不仅设备投资大,占用生产面积多,生产加工周期长,而且精度、质量还难于保证。为了解决这些问题,就要发展能集中工序进行高精、高效和复合加工的机床,以期能实现工件一次装夹便可完成全部或大部分加工。这已成为当今机床发展的大趋势,而配备上高速加工能力的五轴机床,完全符合这一发展要求的趋势,而且还可能是最佳的方案选择。因为它不仅具有现代生产加工设备所要求具有的主要功能,而且一台五轴机床的工效约相当于两台三轴加工机床,甚至可以省去更多机床。
四、模具加工的优势。
在传统的模具加工中,一般用立式加工中心来完成工件的铣削加工。随着模具制造技术的不断发展,立式加工中心本身的一些弱点表现得越来越明显。现代模具加工普遍使用球头铣刀来加工,球头铣刀在模具加工中带来好处非常明显,但是如果用立式加工中心的话,其底面的线速度为零,这样底面的光洁度就很差,如果使用四、五轴联动机床加工技术加工模具,可以克服上述不足。
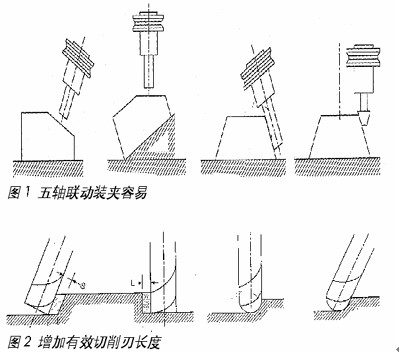
由于使用五轴联动机床,使得工件的装夹变得容易(图1)。加工时无需特殊夹具,降低了夹具的成本,避免了多次装夹,提高模具加工精度。采用五轴技术加工模具可以减少夹具的使用数量。另外,由于五轴联动机床可在加工中省去许多特殊刀具,所以降低了刀具成本。五轴联动机床在加工中能增加刀具的有效切削刃长度,减小切削力(图2),提高刀具使用寿命,降低成本。采用五轴联动机床加工模具可以很快的完成模具加工,交货快,更好的保证模具的加工质量,使模具加工变得更加容易,并且使模具修改变得容易。
-
高速五轴加工中心在汽车模具制造中的应用
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。 三轴加工中心做深腔模具加
2014-10-15 -
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10

