

高速五轴加工中心在汽车模具制造中的应用
发布日期:2014-10-15 兰生客服中心 浏览:7920
导读:现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。
三轴加工中心做深腔模具加工
汽车零件的设计主要由CAD系统、逆向工程及各种试验完成,模具复杂表面的加工程序则来自CAM软件,但如何保证设计及加工的精度要依靠数控加工,下面讨论一些在模具加工中五轴数控系统的应用与模具质量的关系。
三轴加工和五轴加工模具的对比应用
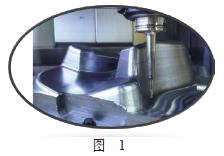
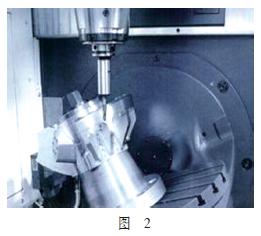
三轴加工中心做深腔模具加工只能靠加长刀柄及刀具来实现(见图1),但五轴加工中心在加工较深、较陡的型腔时,可以通过工件或主轴头的附加回转及摆动为加工创造最佳的工艺条件,适当缩短刀具长度,并可避免刀具及刀杆与型腔壁发生碰撞,减小刀具加工时的抖动和刀具破损的危险,从而提高模具的表面质量、加工效率和刀具的寿命(见图2)。
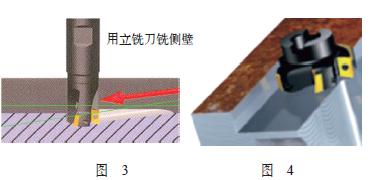
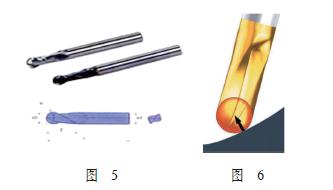
应用三轴加工中心加工一个模具的侧壁时,侧壁的深度就决定了选用刀具的长度,刀具长度必须大于侧壁的深度,刀具长度增加,就会降低刀具的强度,如果刀具长度超过3倍径就会出现让刀现象,很难保证工件质量(见图3)。利用五轴加工中心加工工件侧壁,可以摆动工件或主轴使刀具与工件侧壁垂直,然后选用平面铣刀铣侧壁,能很好地保证工件质量又能延长刀具寿命(见图4)。
应用三轴加工中心加工一个较平的曲面时,应用球刀来精铣,以得到较好的表面质量,这样就应该增加刀路。但大家知道,球头刀的刀具中心旋转起来的线速度接近零,所以在加工中对刀具损伤很大,使刀具寿命缩短,表面质量变差(见图5)。用五轴加工中心加工一个较平的曲面时,为了提高球头刀与工件间的相对线速度,如图4所示把刀具在工件上成一定的角度加工,使球头刀与工件间的相对线速度增加,这样既能提高刀具的寿命,又能提高工件表面质量(见图6)。
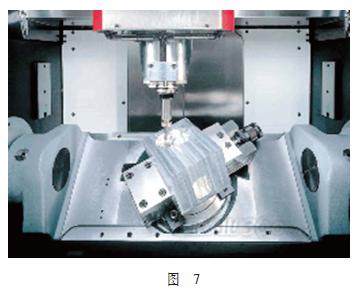
另外在五轴加工中心进行斜面上法向孔加工时,在摆头式机床中加工动作是通过摆头把主轴放置到与工件上的斜面垂直的方向再定位到孔的位置,孔加工时需要至少两个线性轴插补运动才能把斜孔加工出来,这样大大降低了孔的精度。应用摆台式五轴加工中心进行斜面孔加工时,其动作是通过摆台把工件上的斜面摆放到与主轴垂直的方向,孔加工时只需要主轴一个线性轴运动即可,这样大大提高了孔的精度(见图7)。
五轴加工系统的其他优点
现在汽车模具对模具的表面质量和切削加工速度所提出的要求已经越来越高。应用五轴数控系统加工带有三维曲线的平面时可以取得最佳切削状态,在机床加工区域内的任意位置通过刀具轴的设置角度改变,加工不同的几何形状。造型相同的不规则曲面通常用三轴加工,切削刀具方向在沿着整个切削路径运动过程中保持不变,刀尖的切削状态始终无法在整个曲面的各个部位都达到完美。
对于深凹槽或频繁改变曲率的曲面则需要使用五轴数控系统加工,刀具的方向或者工作台的位置可改变,切削刀具始终都能保持最佳的切削状态,在沿着整个加工路径运动过程中可对刀具方向进行优化,同时刀具作直线运动,这样,在整个曲面的各个部位都达到完美。如果要铣削一条无方向变化的直线,刀架划一条直线就行了。如果方向同时改变,则刀尖划一条曲线。若使刀尖在方向改变时能划出所需要的直线,则必须对这条曲线进行补偿,这是五轴加工时至关重要的一点。在控制系统不考虑刀具长度的情况下,刀具围绕轴的中心旋转。刀尖将移出其所在的位置,并不固定。但在控制系统中增加了五轴控制功能,控制系统只改变刀具的方向,刀尖位置仍保持不变。X 、Y 、Z轴上必要的补偿运动已被自动计算进去,保证了加工的精度。
上一篇:打磨机器人项目的安装施工
下一篇:超精密切削加工的定义
-
电解红铜薄壁电极的基本外形铣削加工
曲面薄壁电极多广泛用于注塑模具、压铸模具的制造中,其作用为形成产品的薄片形状,如摩托车发动机中的散热片、电脑机箱内的铝合金散热片及音响产品的电源散热窗口形状等。如图1所示。 一、曲面薄壁电极一般特点是: 1、电极高度较高,最高
2013-09-10 -
薄壁电极曲面的铣削加工
对于电解红铜薄壁电极的曲面铣削加工分两个部分: 一、电极曲面粗铣 使用SurfaceRoughPocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=
2013-09-10 -
薄壁电极曲面精加工
在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部曲面,则此时薄壁形状太高,在刀具切削力的作用下铜电极顶部常会发生变形弯曲,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为5.0mm窄槽,只能用
2013-09-10 -
飞机机身典型零件的五轴高速铣削加工
典型的飞机零件的结构特点是薄壁结构,形状复杂,外形变斜角变化大,外形多为双曲面,要求成形精确。为了减轻飞机重量,增加飞机的机动性和增加有效载荷和航程,进行轻量化设计,广泛采用新型轻质材料。为了提高零件强度和工作可靠性,主要采用整体毛坯件和整
2013-09-05

